There are virtually infinite numbers of boiler designs but generally they fit into one of two categories: here are types of boiler as below:
1. Fire Tube Boilers:Types of Boilers

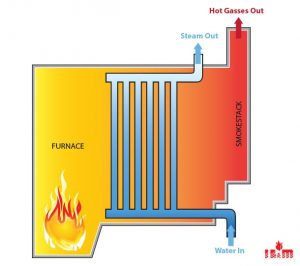
Fire tube or “fire in tube” boilers; contain long steel tubes through which the hot gasses from a furnace pass and around which the water to be converted to steam circulates (Figure 4.2). Fire tube boilers, typically have a lower initial cost, are more fuel efficient and easier to operate, but they are limited generally to capacities of 25 tons/hr and pressures of17.5 kg/cm2
2 .Water Tube Boilers:Types of Boilers
Water tube or “water in tube” boilers are those in which the conditions are reversed with the water passing through the tubes and the hot gasses passing outside the tubes (Figure 4.3). These boilers can be of single- or multiple-drum type. These boilers can be built to any steam capacities and pressures, and have higher efficiencies than fire tube boilers.
- Packaged Boiler:Types of Boilers
one of the types of boiler is called packaged boiler because it comes as a complete package. Once delivered to site, it requires only the steam, water pipe work, fuel supply and electrical connections to be made for it to become operational. Package boilers are generally of shell type with fire tube design so as to achieve high heat transfer rates by both radiation and convection
The features of package boilers are:
Small combustion space and high heat release rate resulting in faster evaporation.
- Large number of small diameter tubes leading to good convective heat transfer.
III. Forced or induced draft systems resulting in good combustion efficiency.
- Number of passes resulting in better overall heat transfer.
- Higher thermal efficiency levels compared with other boilers.
These Types of Boilers are classified based on the number of passes – the number of times the hot combustion gases pass through the boiler. The combustion chamber is taken, as the first pass after which there may be one, two or three sets of fire-tubes. The most common boiler of this class is a three-pass unit with two sets of fire-tubes and with the exhaust gases exiting through the rear of the boiler.
4. Stoker Fired Boiler: types of boilers
one of types of boiler is Stokers , classified according to the method of feeding fuel to the furnace and by the type of grate. The main classifications are:
- Chain-grate or traveling-grate stoker
- Spreader stoker
- Chain-Grate or Traveling-Grate Stoker Boiler:Types of Boilers
Coal is fed onto one end of a moving steel chain grate. As grate moves along the length of the furnace, the coal burns before dropping off at the end as ash. Some degree of skill is required, particularly when setting up the grate, air dampers and baffles, to ensure clean combustion leaving minimum of un burnt carbon in the ash.
The coal-feed hopper runs along the entire coal-feed end of the furnace. A coal grate is used to control the rate at which coal is fed into the furnace, and to control the thickness of the coal bed and speed of the grate. Coal must be uniform in size, as large lumps will not burn out completely by the time they reach the end of the grate. As the bed thickness decreases from coal feed end to rear end, different amounts of air are required- more quantity at coal-feed end and less at rear end.
- Spreader Stoker Boiler
Spreader stokers utilize a combination of suspension burning and grate burning. The coal is continually fed into the furnace above a burning bed of coal. The coal fines are burned in suspension; the larger particles fall to the grate, where they are burned in a thin, fast burning coal bed. This method of firing provides good flexibility to meet load fluctuations, since ignition is almost instantaneous when firing rate is increased. Hence, the spreader stoker is favored over other types of stokers in many industrial applications.
5. Pulverized Fuel Boiler:Types of Boilers
Most coal-fired power station boilers use pulverized coal, and many of the larger industrial water-tube boilers also use this pulverized fuel. This technology is well developed, and there are thousands of units around the world, accounting for well over 90% of coal-fired capacity. The coal is ground (pulverized) to a fine powder, so that less than 2% is +300 micro meter (μm) and 70-75% is below 75 microns, for a bituminous coal. It should be noted that too fine a powder is wasteful of grinding mill power. On the other hand, too coarse a powder does not burn completely in the combustion chamber and results in higher un burnt losses.
The pulverized coal is blown with part of the combustion air into the boiler plant through a series of burner nozzles. Secondary and tertiary air may also be added. Combustion takes place at temperatures from 1300-1700°C, depending largely on coal grade. Particle residence time in the boiler is typically 2 to 5 seconds, and the particles must be small enough for complete combustion to have taken place during this time. This system has many advantages such as ability to fire varying quality of coal, quick responses to changes in load, use of high pre-heat air temperatures etc. One of the most popular systems for firing pulverized coal is the tangential firing using four burners corner to corner to create a fireball at the center of the furnace
6. FBC Boiler: types of boilers
When an evenly distributed air or gas is passed upward through a finely divided bed of solid particles such as sand supported on a fine mesh, the particles are undisturbed at low velocity. As air velocity is gradually increased, a stage is reached when the individual particles are suspended in the air stream. Further, increase in velocity gives rise to bubble formation, vigorous turbulence and rapid mixing and the bed is said to be fluidized. If the sand in a fluidized state is heated to the ignition temperature of the coal and the coal is injected continuously in to the bed, the coal will burn rapidly, and the bed attains a uniform temperature due to effective mixing. Proper air distribution is vital for maintaining uniform fluidization across the bed. Ash is disposed by dry and wet ash disposal systems. Fluidized bed combustion has significant advantages over conventional firing systems and offers multiple benefits namely fuel flexibility, reduced emission of noxious pollutants such as SOx and NOx, compact boiler design and higher combustion efficiency.